Explore our direct factory inventory of flint, antique green, and specialty glass bottles designed for fine spirits, premium wines, and craft liqueurs.
Modern wine storage requires deep understanding of environmental degradation factors. Light strike, or goût de lumière, occurs when ultraviolet (UV) and short-wavelength visible light (specifically in the 350nm to 500nm spectrum) interact with naturally occurring riboflavin (vitamin B2) in wine. This interaction excites riboflavin, causing it to oxidize amino acids like methionine, yielding volatile sulfur-based compounds like dimethyl disulfide and hydrogen sulfide. The result is a total degradation of volatile varietal aromas.
As a leading wholesale wine bottle black supplier, we implement rigorous chemical engineering standards to prevent photolytic oxidation. By precise regulation of iron oxide (Fe2O3), manganese dioxide (MnO2), and cobalt oxide (CoO) ratios in our glass melt, we produce black glass bottles that filter out up to 99.8% of light radiation between 200nm and 500nm. This is structurally superior to standard amber glass and vastly outperforms flint glass, which offers virtually zero UV protection.
Filters out harmful wavelengths up to 500nm. Prevents photolytic flavor degradation, securing long-term aging capacity for high-end vintages, premium spirits, and olive oils.
Dark pigmentation enhances the thermal inertia of the glass container. Offers improved stabilization against temperature fluctuations during global transit and warehouse storage.
Deep gloss or matte black finishes provide high shelf differentiation. Communicates luxury, exclusivity, and structural strength, raising perceived brand valuation.
| Spectral Properties | Flint Glass | Antique Green | Amber Glass | Deep Black Glass (QLT Spec) |
|---|---|---|---|---|
| UV Light Transmission (200-380nm) | > 85% | ~ 25% | < 5% | < 0.1% |
| Blue Light Transmission (380-480nm) | > 90% | ~ 38% | ~ 15% | < 0.2% |
| Refractive Index (nD) | 1.51 | 1.52 | 1.52 | 1.54 |
| Recommended Wine Profiles | Immediate consumption | 1-3 year aging whites/reds | 3-7 year aging reds | Long-term vintage aging / Premium reserves |
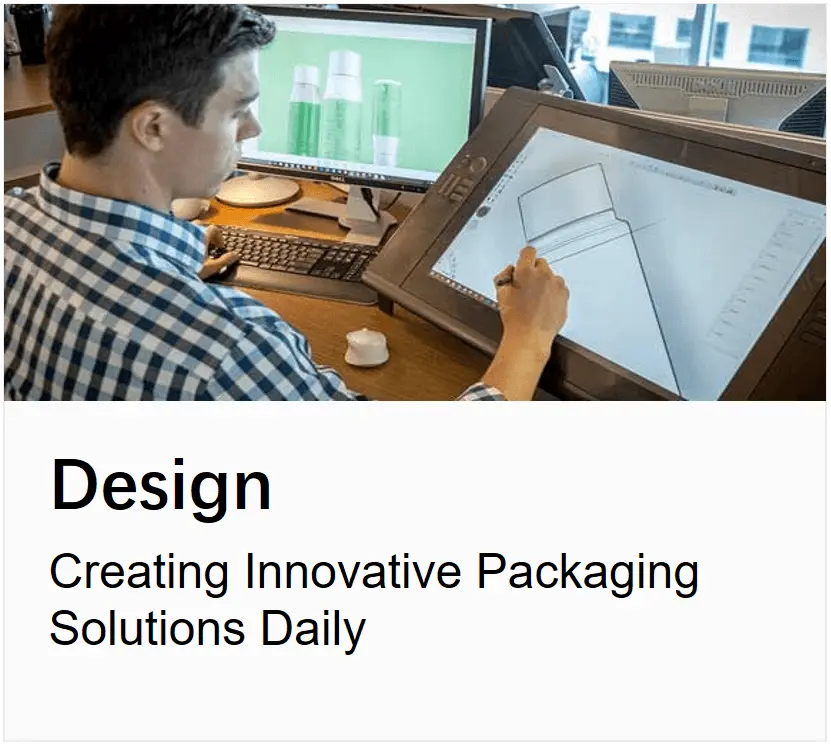
Connecting engineering concept design directly to heavy industry production lines.

Our premier custom bottle manufacturing service, with an optimized supply chain, seamlessly transforms your concepts into stunning packaging solutions.

Crafting our custom glass packaging solutions within our state-of-the-art bottling facility enables us to drive down costs while ensuring swift delivery of top-notch finished goods.

Avail yourself of our complimentary glass bottle samples, aiding you in solidifying your decision to invest in our premium glass bottle selections, facilitating bulk purchases with confidence.

Our intelligent factory environment combines high-output efficiency with precise chemical execution. Utilizing gas-electric hybrid melting furnaces, we ensure consistent temperatures of up to 1580°C, which is essential to eliminate internal gaseous bubbles and maintain microstructural homogeneity in the black glass melt. The deep, rich black coloration requires precise oxygen regulation and thermal profiles; if the heat varies by even ±5°C, the coloring agents can precipitate inconsistently, yielding undesired greenish tones or physical flaws in the crystalline matrix.
By automating raw material processing, batching, automatic pressing, and blow-and-blow molding, we minimize human error. Post-molding, all bottles pass through state-of-the-art annealing ovens, where microstress is relieved via controlled thermal cool-downs. We perform 100% inline optoelectronic quality scans on automatic testing machines, checking for microcracks, vertical alignment tolerances, dimensional consistency, wall thickness, and impact resistance. This guarantees that every black glass wine bottle shipped conforms to international safety and packaging guidelines.
Our production facilities employ advanced technology to maintain competitive pricing while delivering premium performance to bulk buyers:
In Stock, On Time: QLT Glass, Your Swift Solution for Premium Packaging. Ready to Ship Excellence!

Premium cylindrical design optimized for clean branding and labels. Ideal for modern gins, vodkas, and botanical liqueurs.

Unique geometric ice berg design provides exceptional refraction. A premium shelf-differentiator for high-proof spirits.

Extra flint clarity, heavy glass base, and classic shape. Perfectly fits high-speed filing lines without modification.

Traditional clean profiles suitable for custom screen printing or paper labeling. Available with cork and screw finishes.

Vintage pharmacy style. Excellent UV filtering characteristics. Combines historical aesthetics with modern glass strength.

Classic spirits form with sharp shoulders. Widely used for artisanal distillates, premium vodkas, and cordials.

Distinctive flared silhouette and heavy base weight. Translates premium positioning for high-end whisky blends.

Elegant design with flowing vertical lines. Crafted for top-shelf visibility and optimal tactile hand feel.
As standard amber glass becomes less satisfying for modern buyers, top brands are demanding ultra-black formulations. Standard amber glass contains high iron and sulfur content, which can sometimes result in micro-impurities under intense ultraviolet light exposure. True black glass (chemically optimized with iron-manganese-cobalt oxides) provides an impenetrable light block while presenting a luxurious finish. Here is our ongoing technical roadmap designed to serve global buyers over the next decade:
By employing advanced Finite Element Analysis (FEA), we reduce glass wall weight by up to 20% while maintaining equivalent impact resistance (exceeding 1.2 Joules). This directly cuts shipping fuel consumption and lowers global packaging tax liabilities.
Increasing the use of cleaned black glass cullet up to 60% in our batch formulation. Recycled cullet melts at lower temperatures than raw silica, saving approximately 2.5% energy for every 10% increase in recycled content.
Replacing traditional plastic shrink wrapping with biodegradable hot-end/cold-end anti-scratch coatings. This enhances transit stability, prevents hairline thermal cracks, and retains high gloss surface finishes.
To operate securely within regulated industries, compliance is non-negotiable. Our black glass production lines comply with major global regulatory agencies:
Global procurement teams need to balance purchase price, lead times, custom mold expenses, and logistical safety. Working with a verified Chinese manufacturer helps optimize these factors. When buying black glass wine bottles at wholesale, understanding structural packaging physics can prevent expensive product damage during maritime shipping.
Our dedicated operations team supports clients from initial concept draft to final warehouse delivery:
We output 3D digital prototypes and acrylic design renders within 5 days. Upon approval, steel test molds are fabricated within 21 days for test runs before full industrial batch runs.
Every production batch undergoes destructive testing, including sudden temperature drops of up to 42°C. This ensures our glass can handle hot-filling and pasteurization processes without cracking.
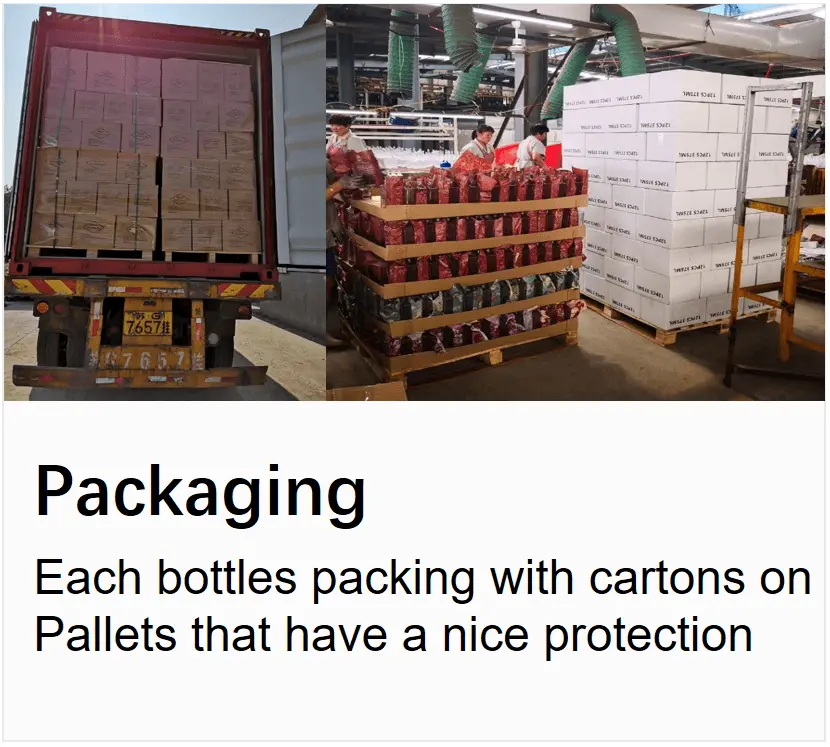
We pack bottles using fumigated wooden pallets, thick cardboard dividers, and heavy-gauge plastic shrink wrap. This ensures zero load shifting during sea transit.


Deep-dive technical answers about our manufacturing, logistics, and material properties.
Our true black glass is made by adding a balanced mix of iron oxide (Fe2O3), manganese dioxide (MnO2), and cobalt oxide (CoO) directly to the silica batch. This combination absorbs light across the visible spectrum, providing a deep black color that filters out UV light.
Light strike occurs when UV and short blue wavelengths react with light-sensitive riboflavins in wines and oils. Black glass blocks up to 99.8% of these wavelengths, protecting delicate aromas and extending product shelf life compared to amber or flint glass.
For standard stock bottles, the MOQ starts at one full 20ft or 40ft container (approx. 20,000–50,000 bottles, depending on size). Custom runs requiring custom molds have an MOQ of 50,000 bottles to offset the setup costs of high-speed production machinery.
Yes, we provide hot-foil stamping, screen printing (using ceramic inks fired at high temperatures), acid etching for frosted finishes, color spray coatings, and custom debossing directly on the bottle mold.
We use automated inline inspection equipment at our cold end to check dimensions, wall thickness, and vertical alignment. We also perform daily lab tests for thermal shock resistance (up to 42°C temp change) and internal pressure resistance (up to 12 Bar for carbonated products).
View our collection of large format glass containers, antique green styles, and custom-designed spirits decanters.