Our premier custom bottle manufacturing service, with an optimized supply chain, seamlessly transforms your concepts into stunning packaging solutions.

Crafting our custom glass packaging solutions within our state-of-the-art bottling facility enables us to drive down costs while ensuring swift delivery of top-notch finished goods.

Avail yourself of our complimentary glass bottle samples, aiding you in solidifying your decision to invest in our premium glass bottle selections, facilitating bulk purchases with confidence.

The global wine and spirits industry is navigating an era of unprecedented transition. Winemakers are no longer merely looking for simple containers; they demand packaging systems that reduce carbon footprints, minimize logistics friction, and extend product shelf-life. As a premier Chinese wine bottle manufacturer, we provide systematic packaging answers that merge structural thermodynamics, chemical inertness, and ecological sustainability.
Our manufacturing lines address key market pressures by developing lightweight high-durability containers. Traditional 750ml glass bottles historically weighed between 500g and 900g. Through advanced finite element analysis (FEA), we redistribute the glass mass, reducing bottle weight down to 350g-450g while fully retaining axial load strength and drop durability. This translates to substantial savings in international freight cost and a major reduction in scope 3 emissions for global beverage houses.
Furthermore, wine chemistry dictates that UV radiation protection is crucial for quality retention. Light strike (gout de lumiere) degrades riboflavin and amino acids in wine, producing foul-smelling sulfur compounds. Our specialized melt formulations for Antique Green, Dead Leaf Green, and Amber Glass block up to 99% of harmful ultraviolet light (wavelengths between 200nm and 450nm), safeguarding the delicate organoleptic profiles of aged reds and organic whites alike.
In Stock, On Time: QLT Glass, Your Swift Solution for Premium Packaging. Ready to Ship Excellence!
The integration of glass packaging inside high-speed commercial bottling systems requires strict precision. Wineries run bottling plants operating at speeds up to 12,000 bottles per hour. In these dynamic environments, any variance in dimensional stability, finish geometry, or verticality can result in micro-cracks, mechanical blockages, or vacuum failures.
Our industrial facilities employ automated cold-end and hot-end coating technologies. During the hot-end stage, we apply a monobutyltin trichloride (MBTC) gaseous treatment to form a microscopically thin tin-oxide protective shield on the hot glass surface. At the cold-end stage, a polyethylene emulsion layer is sprayed to prevent frictional glass-on-glass abrasion. This double coat drastically increases the scratch resistance of the container, ensuring it survives both high-speed processing lines and rugged trans-oceanic shipping.

As a leading Chinese glass bottle manufacturer, we take pride in our ability to produce glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
With decades of combined glass engineering expertise, QLT Glass merges mechanical precision with design innovation. By controlling the formulation of high-flint, amber, and antique green glass, we cater to distinguished brands across the global spirits and wine landscape. Our factories run 24/7, employing advanced Individual Section (IS) machine configurations to offer continuous reliability, scalability, and structural performance.
Read All CapabilitiesAs a leading Chinese glass bottle manufacturer, we take pride in our ability to produce glass bottles from start to finish. Our integrated processes encompass raw material crushing and mixing, precise batching, melting, shaping, and meticulous annealing, ensuring top-notch quality at every step.
Commercial glass bottles intended for liquid packaging must meet international food contact regulations. In North America and the European Union, limits regarding lead, cadmium, and other heavy metal migrations are extremely strict. Our factory complies with FDA Title 21 CFR (Food Contact Substances), the European Council Directive 84/500/EEC, and the strict guidelines of California Proposition 65.
Every production run is audited at our physical laboratories using Atomic Absorption Spectroscopy (AAS) and Inductively Coupled Plasma (ICP) systems. These tests verify that glass containers do not leach metallic compounds into acidic solutions over multi-year storage cycles. This validation guarantees that wineries, distilleries, and cideries can export products to global markets without facing compliance blockages or customs rejection.
In addition to raw material safety, our bottles feature optimized finish structures. Whether specifying a GPI 30-400 screw thread, a 21.5mm standard cork finish, or a tamper-evident roll-on pilfer-proof (ROPP) design, our neck profiles are engineered using high-precision metal moulds. This eliminates leakage during transit, preserves bottle vacuum, and ensures consistent gas retention for sparkling wines.
Integrating advanced sorting systems to increase recycled cullet usage to 75% by weight, lowering furnace temperatures and greenhouse gas emissions.
Transitioning from fossil fuels to clean hydrogen combustion within our high-capacity glass melting units to minimize scope 1 carbon intensity.
Deploying automated laser dimensional inspection modules at the hot-end to spot anomalies before the annealing lehr stage, maximizing raw efficiency.


For custom glass bottle projects, the minimum run is generally 30,000 units for standard 750ml bottles. This matches the output of a single raw material melting cycle on our IS machines, ensuring thermal consistency and material efficiency.
Darker amber glass and antique green colors filter out over 90% to 99% of wavelengths under 450nm. Clear flint glass offers high product visibility for white spirits but provides minimal UV blocking, making it best for products kept out of direct sunlight.
Each glass run undergoes automatic optoelectronic camera screening, mechanical pressure testing, and thermal shock cycles of at least 42°C delta. This ensures the structural integrity of the glass during pasteurization, bottling, and transit.
Yes, all our flint, green, and amber glass containers are strictly lead-free and cadmium-free. We hold full certifications under US FDA Title 21 CFR and EC food contact safety directives, verified through independent laboratories like SGS.
Yes, we offer integrated bottle systems. We supply natural and synthetic corks, aluminum ROPP caps, and custom T-top closures alongside our main glass bottles. This ensures a seamless dimensional match and guarantees a reliable seal.
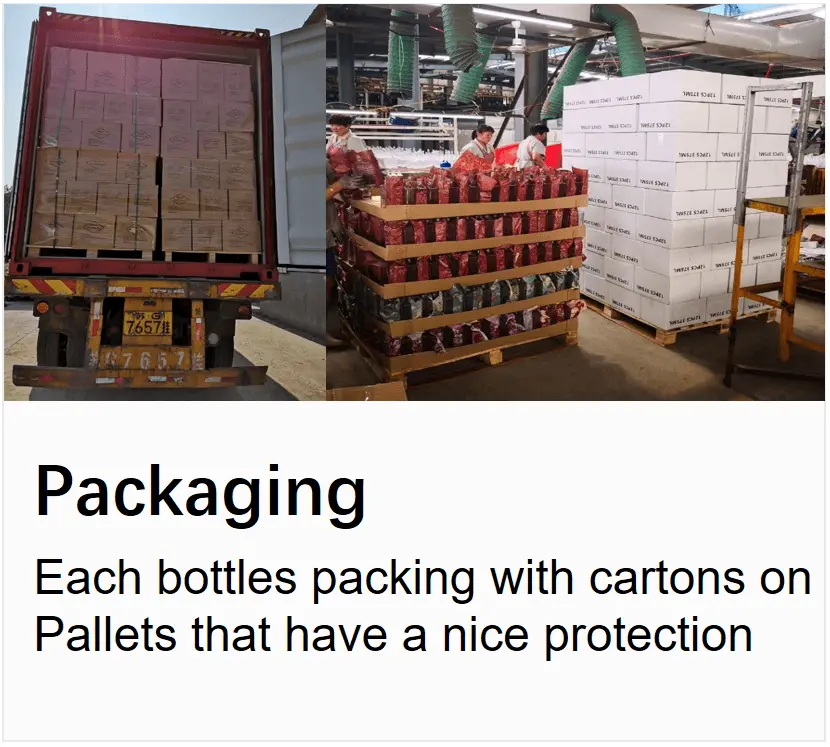
We pack using heavy-duty pallets wrapped in heat-shrunk plastic film, utilizing cardboard dividers for glass-on-glass isolation. For premium bottle lines, we offer customized compartment carton packaging to prevent transit damage.